Product Description
Labels used in the medical and pharmaceutical industry are critical for ensuring the safety, accuracy, and integrity of the products. These labels must meet strict regulatory requirements and standards, including those set by the FDA and other regulatory bodies. They must also be able to with stand various conditions, including exposure to moisture, chemicals, and extreme temperatures. These labels are typically used on medication bottles, vials, syringes, and other medical equipment. They contain essential information, including the drug name, dosage, expiration date, lot number, and other vital details. Additionally, some labels may have special features, such as tamper-evident seals, to ensure that the product has not been opened or tampered with. Overall, labels used in the medical and pharmaceutical industry play a crucial role in ensuring patient safety and product integrity. They must meet high-quality standards and comply with strict regulations to ensure that the products are safe, effective, and reliable.
Technical Specifications:
- Material: Paper- Chromo, Mirror coated, Film- Polypropylene, polyethylene, polyster, Polyvinylchloride, Transparent- Polypropylene clear, clear on clear, Silver Metalized- Paper, Polypropylene
- Adhesive: Hot melt, Water based
- Printing: Flexography, Digital printing, Offset printing, Screen printing
- Finishing: Gloss, Matte , UV coatings, UV Embossed, Satin finish, Lamination, Embossing, Foil stamping, Spot varnish, Half-tone effect/ gradient effect
- Special features: Holographic elements, Serial numbering, Security features Variable data printing
- Shape Options: Rectangular, Square, Round, Oval, Custom shapes
- Color: Process color- Cyan, Magenta, Yellow, Black, Full-color, Spot color, Metallic inks, Pharma & Food beverage- led free ink and food graded ink as per FDA norms
- Label Formats: Die-cut labels, Roll labels, Sheet labels, Custom-sized labels, Multi-layer labels, Variable data labels, Waterproof labels, Removable labels.
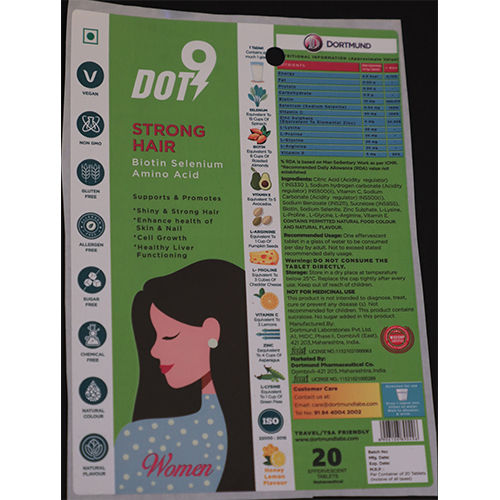
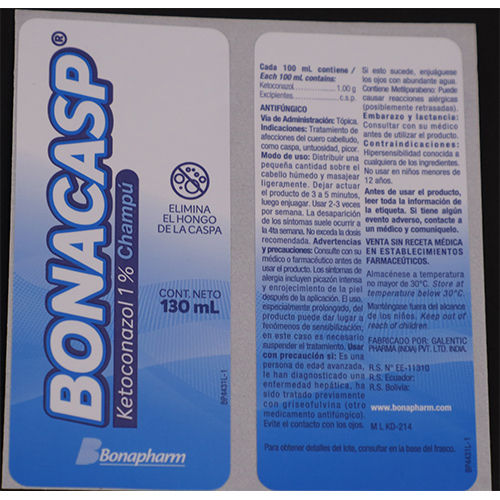
Vibrant Multicolour Printing for Greater ImpactThese labels feature advanced design printing in multiple colors, enhancing your product's visibility and appeal on retail shelves. Customizable options give your brand a professional look, helping your multivitamin bottles stand out.
Premium Self-Adhesive, Hot Melt TechnologyUtilizing a hot melt adhesive, the labels ensure a secure and reliable bond with the bottle surface. The self-adhesive tape type makes application hassle-free and efficient, suitable for both manual and machine labeling processes.
Export Quality Manufactured in IndiaProduced by experienced exporters, manufacturers, and suppliers in India, our PP rectangle labels meet stringent quality standards. Each batch is carefully crafted to deliver consistent performance, ideal for both domestic and international markets.
FAQ's of Multivitamin tablet bottle label:
Q: How are these multivitamin tablet bottle labels applied to containers?
A: These labels feature a self-adhesive backing with hot melt technology, allowing them to be easily peeled and applied directly onto bottle surfaces for a secure and lasting fit.
Q: What material is used for the multivitamin bottle labels?
A: The labels are made from high-quality PP (polypropylene), offering durability, flexibility, and resistance to moisture, ensuring your branding remains intact over time.
Q: When should I choose these labels for my multivitamin products?
A: These labels are ideal when you require vibrant, professional branding and reliable adhesion for your multivitamin tablets, especially if you need consistent export or retail packaging.
Q: Where are these bottle labels manufactured and supplied from?
A: The labels are manufactured and supplied by a reliable exporter and manufacturer based in India, ensuring access to export-quality products for both local and global markets.
Q: What is the process involved in custom printing and labeling?
A: Our process involves advanced design printing on PP sheets in rectangular shapes using high-quality inks, followed by automatic or manual application using the self-adhesive, hot melt feature.
Q: How do these labels benefit my multivitamin business?
A: They enhance your brand's visual appeal, ensure regulatory compliance by clearly displaying product information, and provide durability to withstand handling and environmental factors.











")



